CONNECTOR_SPOT_WELD
Connectors
"Optional title"
coid
entype, enid, tid, $tol$
$R$, $h$, $m$, $k$, $F_t$, $F_s$, $W_t$, $W_s$
Parameter definition
Description
This command is used to define spot weld connectors between two or more layers of material. The spot weld ID's and positions are defined in a TABLE (see example below). The formulation is penalty based and a spot weld mass $m$ is required in order to define the critical spot weld time step size.
The height parameter $h$ is used to identfy the correct sheets in cases where more than two layers are welded together. Apart from that both $h$ and $R$ are only used for visualization purposes.
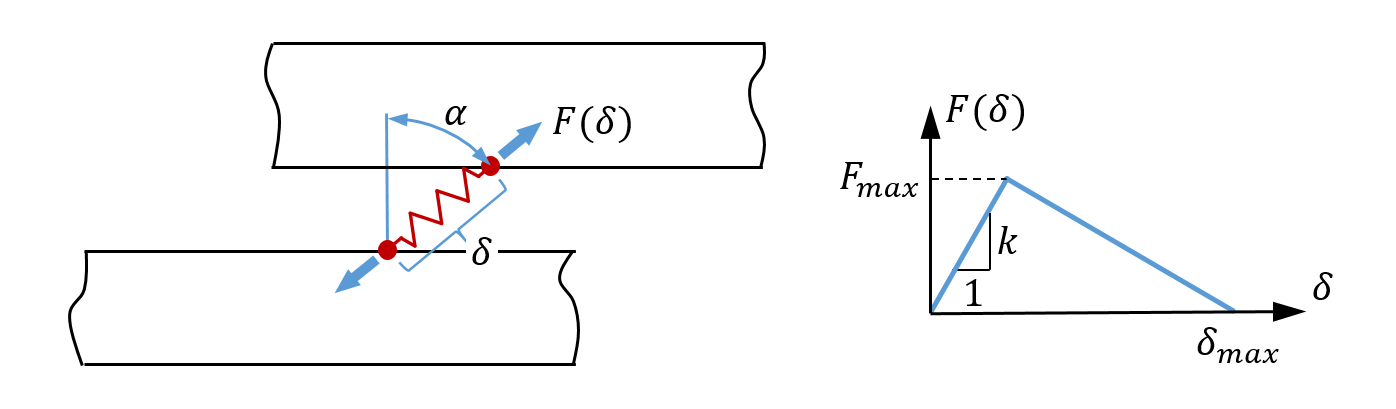
The load carrying capacity of a spot weld is direction dependent. $F_t$ is the maximum force in pure vertical loading and $F_s$ is the capacity in pure shear. For directions in-between the capacity $F_{max}$ is defined as:
$\displaystyle{ F_{max}(\alpha) = F_t \mathrm{cos}^2 \alpha + F_s \mathrm{sin}^2 \alpha}$
The definition of $\alpha$ is shown in the figure below. A similar interpolation is assumed for the energy absorption (ductility). The elongation at complete fracture $\delta_{max}$ is adjusted such that:
$\displaystyle{ W(\alpha) = \frac{1}{2} F_{max} \delta_{max} = W_t \mathrm{cos}^2 \alpha + W_s \mathrm{sin}^2 \alpha}$
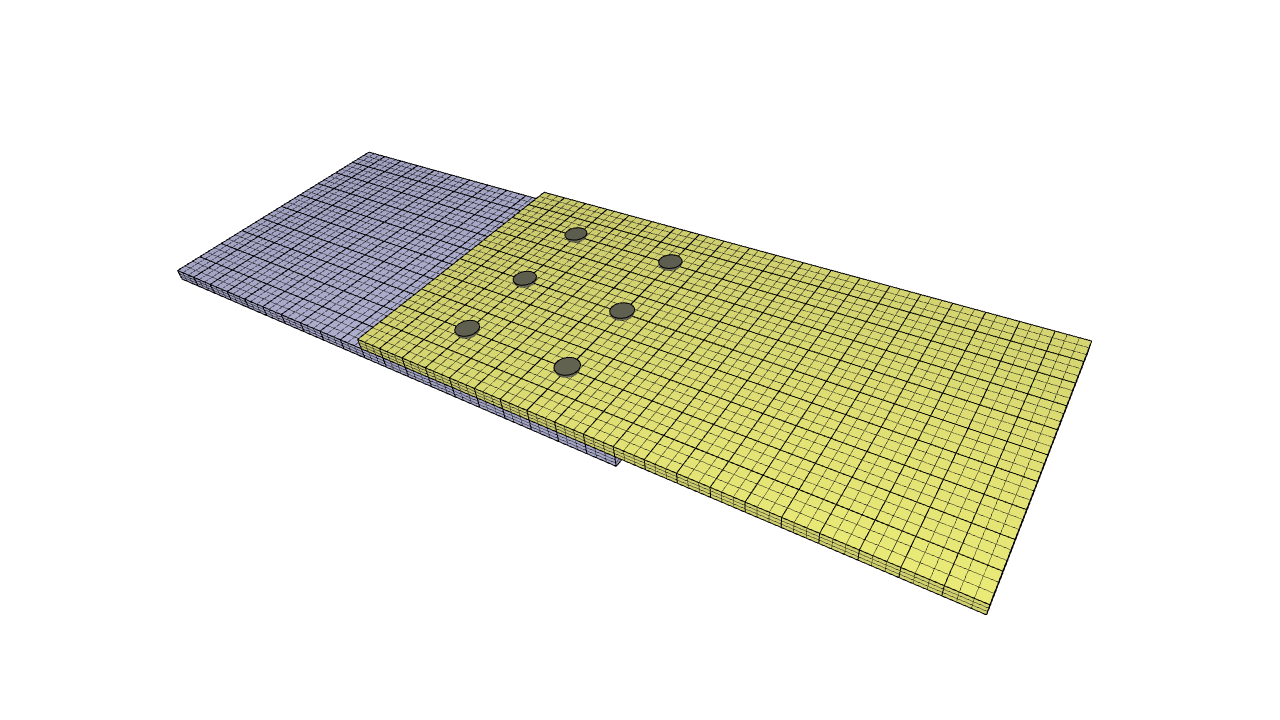
Example
Spot welded steel sheets
Two steel sheets with six spot welds.